
DRAABE High-Pressure Humidifiers
High-pressure humidifiers atomise water into microfine aerosols with very low energy consumption. The humidifiers can provide individual humidity control for different zones.









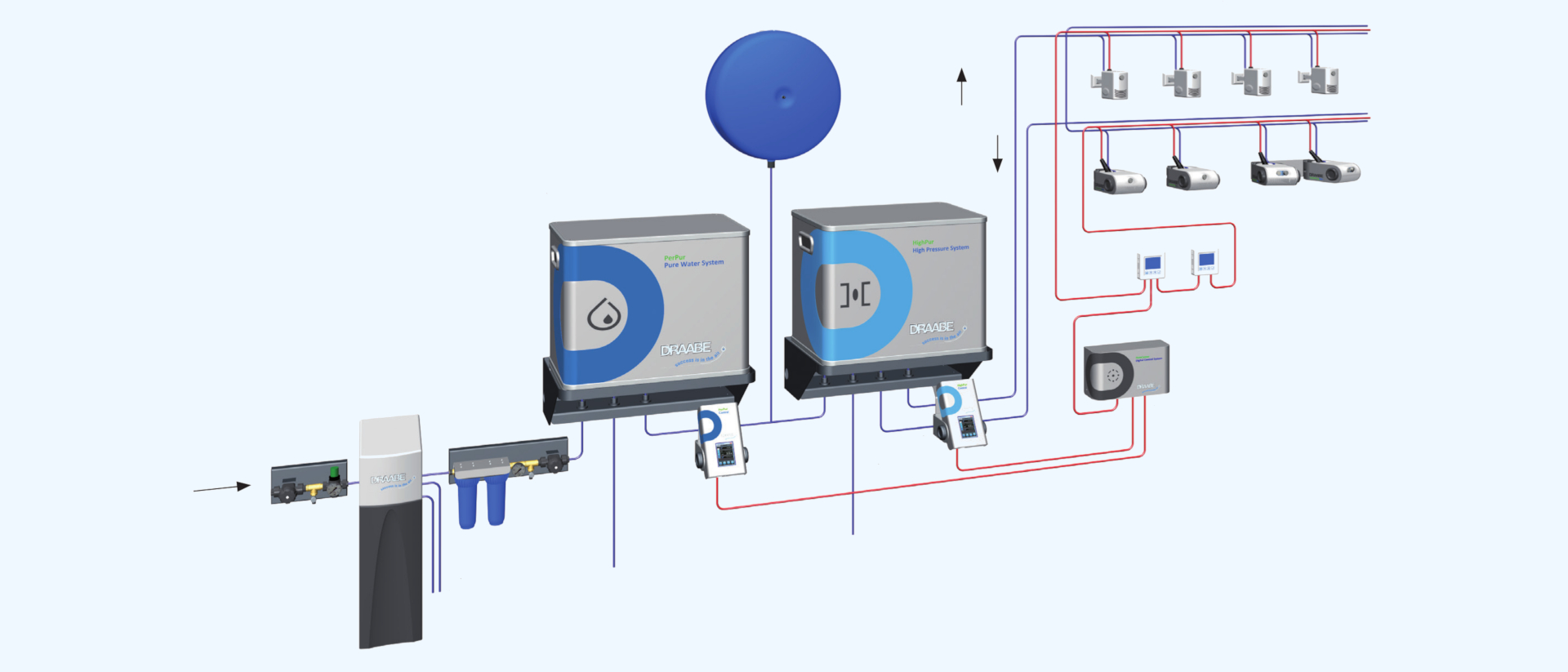

































In-room humidifiers are used specifically where humidity is required. Suitable for every application and room size, ideal for retrofitting, energy-efficient and easy to maintain.
Request your free information package here and get a free thermo-hygrometer to measure your humidity!




We look forward to hearing from you and discussing your requirements for in-room humidification for your application.
Click here for further information or a personal consultation.
Contact us via our contact form for in-room solutions
Find the right Condair contact persons in your region for in-room solutions

